
��Ʒ����PRODUCTS
��������
����ѭ����������¯��λ��ͬ��ʩ�����վͲ�ͬ�����Ҳ�ͬ���ͻ���ĥ����ʩ������Ҳ��ͬ��������ij����300MWѭ����������¯�ͻ���ĥ����ʩ�����գ�
1.ȼ���ҵķ�ĥ����ʩ������
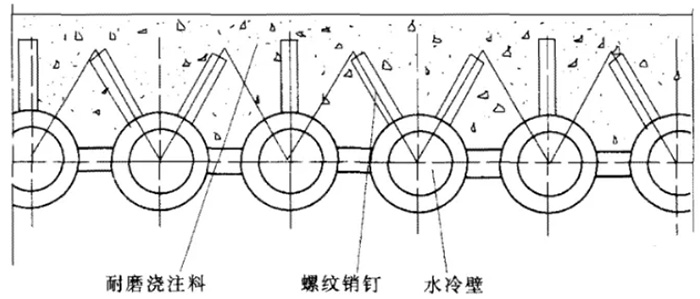
��ͼ1��ʾ��Ϊѭ����������¯ȼ�����²�ˮ��ڹ�����ĥ��ע�ϵ�ʩ�����գ���ĥ�������ɺ��ڹ��ӱ����ϵĽ��������̶������ڸ�����Ϊȼ�����²���������������Ũ�Ⱥܸߣ���ϼ����������dz�ǿ�ң�����ĥ��dz����ء�Ϊ�˷�ĥ�����²������������һ����ȵ��ͻ���ĥ��ע�ϡ�
ʾ��ͼ1
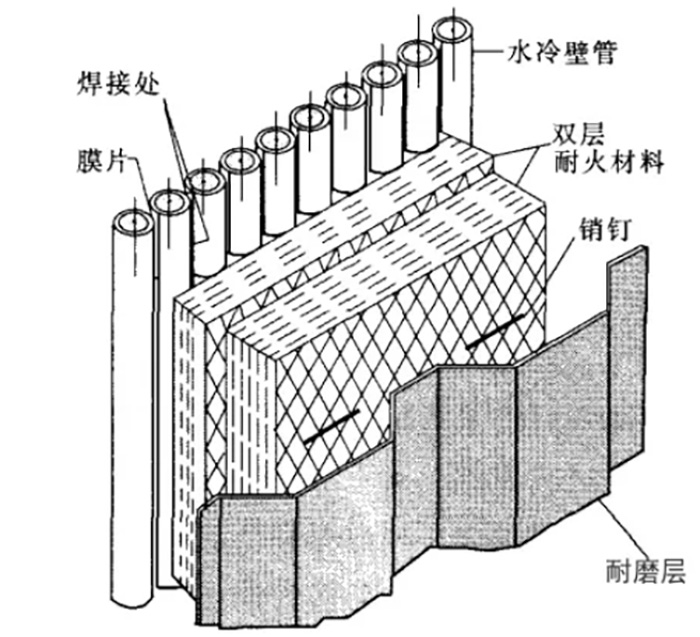
��Ҫ������ĥ��ע����������ǽ��ʽˮ����²����������ڹ��Ӵ�ǽ������Ϊ�������ĥ���൱���ء���ͼ2��ʾ����¯���ͻ���ϽϺ������������Ҫ���ͻ���Ϸֲ㽽ע��
ʾ��ͼ2
2.����װ���ڲ��ķ�ĥ����ʩ������
����װ���ڲ��ķ�ĥ����ʩ�����գ���Ҫ�Dz�ȡ��ĥ�����뱣�²�����ϵĽṹ��ʽ�������¼��ֻ�����ʽ��
(1)��ĥש����+����ש��ʽ
Ϊ�������ÿһ������������ͷ죬����ĥש����ĥש֮������2mm�Ļҽ��졣����Ϊ�˰���ĥש�������ֲ㴫�ݵ��ֿ��ϣ������ʵ��߶����и�����ǿ���Ƶ��мܡ�
(2)��ĥשʮ���½�ע����ʽ
ͬ��Ϊ�˽������ÿһ������������ͷ죬����ĥש����ĥש֮��Ҳ����2mm�Ļҽ��졣ͬ��ÿ���һ���߶���ש�зֲ�ж�ء�������ʽ�ʺ��ڸֿ���״�ϸ��Ӽ��������ʺϱ���ש�IJ�λ��
(3)��ĥ��ע��+���½�ע����ʽ
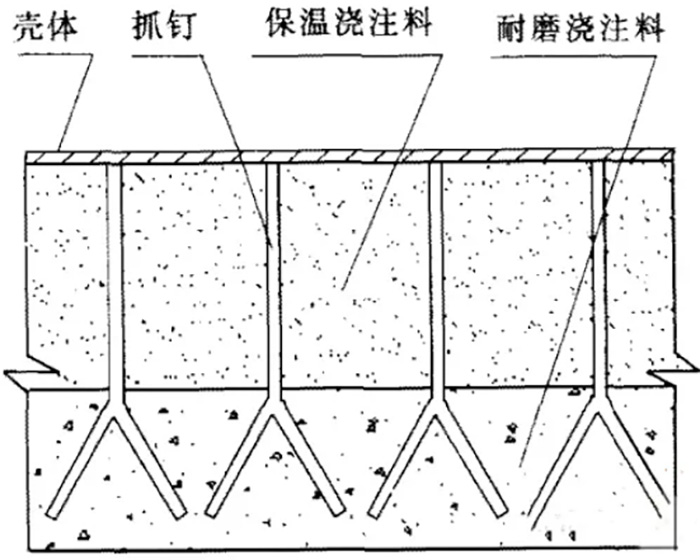
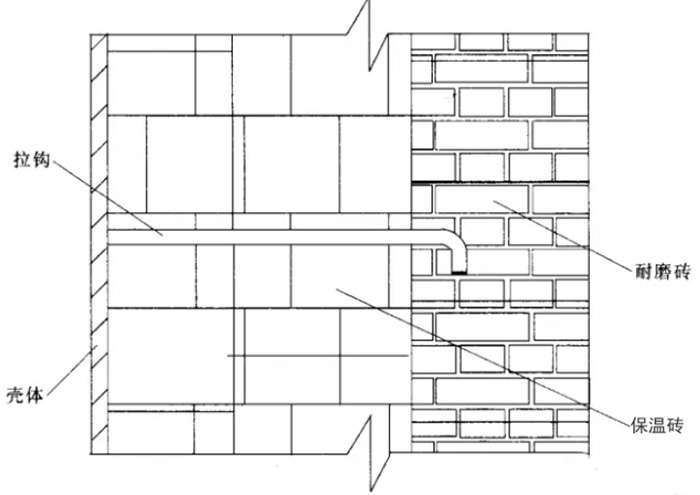
��ͼ3��ʾ��Ϊ��ĥ��ע��+���½�ע����ʽ�����ֽṹ��ʽ�ǰ�һ�����ɲ��á�Y����ץ�����Թ̶���ĥ���Ϊ�������ץ������ĥ��ע��֮������Ͳ��죬ץ����ҪͿ1mm�����࣬������̬�����ڽ����������ͻ���ϵ����Ͳ�ͬ�������ͻ���ϵĿ��ѣ�ͬʱ��ĥ��ע���谴2%�ı������벻�����ά��ͬ����ĥ����Ҫ�����ʵ����ͷ졣
ʾ��ͼ3
3.�������ڲ��ķ�ĥ����ʩ������
���ڷ�������ѭ����������¯�еĹؼ����������ڸ��¾��ȷ���������Ҫ�������¼��ַ�ĥ��ƽṹ��ʽ��
(1)��ĥש����+����ש��ʽ
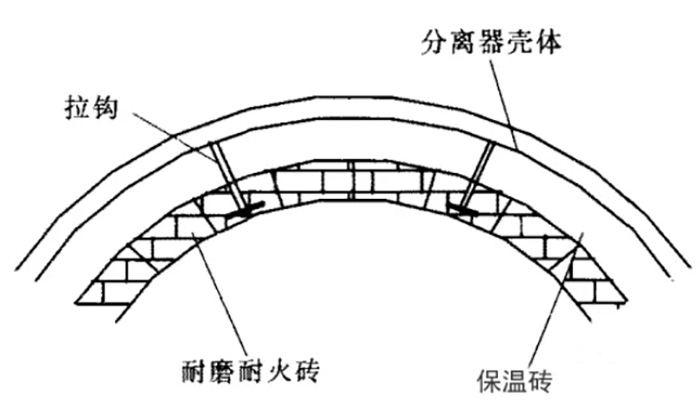
��ͼ4��ʾ��Ϊ��ĥש����+����ש��ʽ��Ϊ�������ÿһ������������ͷ죬����ĥש����ĥש֮������2mm�Ļҽ��죬��ĥש�ֲ���ú��ڸֿ��ϵ������ӹ̣�����Ϊ�˰���ĥש�������ֲ㴫�ݵ��ֿ��ϣ������ʵ��߶����и�����ǿ���Ƶ��мܡ�������ʽ�ʺϴ����ƽ���Բ���档
ʾ��ͼ4
(2)��ĥשʮ���½�ע����ʽ
��ͼ5��ʾ��Ϊ��ĥשʮ���½�ע����ʽ��ͬ��Ϊ�������ÿһ������������ͷ죬����ĥש����ĥש֮������2mm�Ļҽ��죬��ĥש�������������̶��İ��ۣ�����Ϊ�˰���ĥש�������ֲ㴫�ݵ��ֿ��ϣ������ʵ��߶����и�����ǿ���Ƶ��мܡ�������ʽ�ʺ��ڸֿ���״�ϸ��Ӽ��������ʺϱ���ש�IJ�λ��
ʾ��ͼ5
(3)���ù̶�ץ�������ս�ש�Ľ�ע�Ͻṹ��ʽ
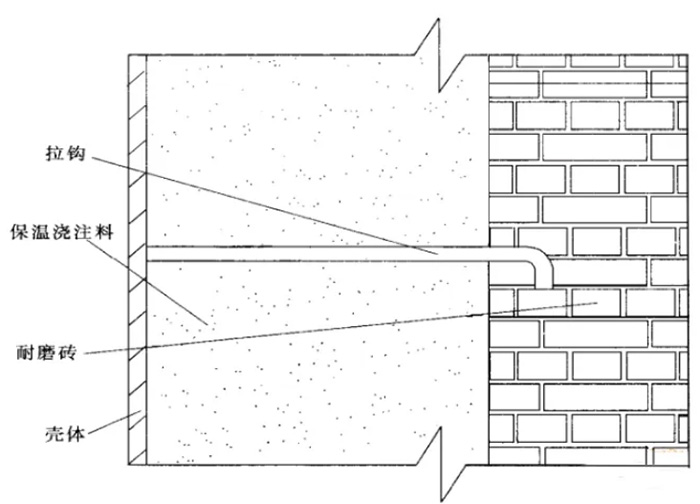
��ͼ6��ʾ��Ϊ���ù̶�ץ�������ս�ש�Ľ�ע�Ͻṹ��ʽ������ĥ�ͻ�ש����ʩ����λ�ã�һ�������ĥ�ͻ�ע����ʵ�ַ�ĥ��ƣ����ڽ�ע�ϵ���������Ҫ�ڷ������ڰ�װ�����У��ܻ������������������ƣ���ע�ϵ���ĥ����Ҫ������ĥ�ͻ�ש�����ڽ�ע���мӸ���ά����Ӧ�ʵ��Ӵ�ץ���ܶȡ�
ʾ��ͼ6
(4)�ֲ�����ש�ṹ��ʽ
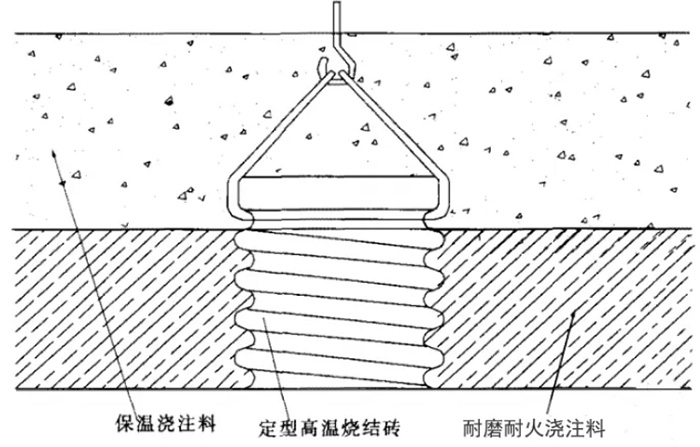
��ͼ7��ʾ��Ϊ�ֲ�����ש�ṹ��ʽ���ڷ�������ԲͲ���ּ��β��־���ȡШ����ĥש������ש��ϵ����ֽṹ������Ч��ֹ��ĥ�ͻ�ש�����䣬ʹ�κ�һ���������ĥ�ͻ�ש����û�п������䡣
ʾ��ͼ7
(5)����Ш��ש�ṹ��ʽ
��ͼ8��ʾ��Ϊ����Ш��ש�ṹ��ʽ��������Ш������ש�ĽǶȣ�ʹ����Ш������ש֮���ƽ��Ш��ש��L1��С��L2��ʹ���ѳ����ѣ���ȷ�����еİ�ȫ����Ҫ���ڷ�������ԲͲ���ּ��β��֡�
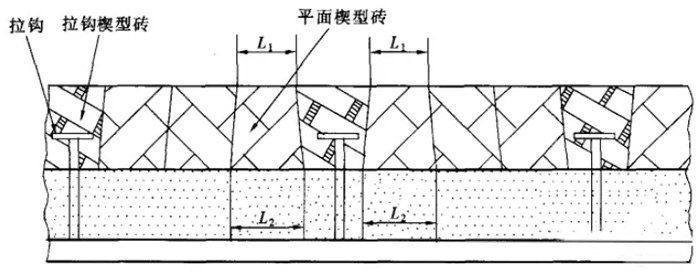
ʾ��ͼ8
4. �ͻ���ĥ����ʩ��ʱӦע�������
(1)���н����뽽ע�ϽӴ���ӦͿˢ���������մ���άֽ��
(2)����ש�������ۼ�϶Ӧȫ���ûҽ�������
(3)������ĥ�ͻ�ש֮��Ļҽ���Ӧ<2mm��
(4)ÿ����ĥ�ͻ�ש֮��Ļҽ�Ӧ�������������з�϶�������¯����ʱ�������϶���룬�Ӿ���ĥ�ͻ�����ʴ�����䡣
(5)��������ĥ�ͻ�שʱ��ԭ���ϲ�Ҫ�и��ȷ���и�ʱ��ÿ��ש����<1/2����������ʱ���ɲ�ȡͬʱ�и�����ķ�ʽ��
(6)�����ư�����¶��ϵ�����ש����������������֧���а��ϣ���һ��ש��ӦΪ����ש����ϳ����ͷ죬���γ�һ�������ȶ���¯ǽ�塣
(7)����ש֮��Ļҽ����ӦͿĨ�ͻ�ҽ�������שӦ�ط���������ש�ǻ���淢�����飬����ʱ������ש��
(8)��שʱӦ�ý�����ľ�����ã�ʹש���ܽ�ϣ���Ҫʹ��������
(9)��ĥ�ͻ�ע��ʩ��ʱ��Ӧ�ϸ���Ƽ�ˮ����һ���ˮ��Ϊ6〜8%�����������ʹ�õ�ˮ��ӦΪ�ྻ�ģ���PHֵӦ��6〜8�������Ӻ�����Ӧ����150ppm���Ͻ�ʹ�ó���ˮ�����������ˮ��
(10)��ע��ʩ������ʹ�õ�����һ��Ҫ��࣬������Ⱦ��������⻯ѧ��Ⱦ��
(11)��ע����ʩ��ʱ��Ӧ�������ͣ�������ʱ���������������ʹ��ע�ϲ�����Ѩ��
(12)ע������ģ��Ӧ��齽ע�ϵ���ʵ�ȣ����ô������û������������Ļ������������ע���Ϊ��ʵ��ͬʱ���ɳ��ַ��ѡ����档�����ѡ���������ϴ���Ӧ�����������ʩ����
(13)ģ���ϸ����ĥ�ͻ�ע�ϳ��ᆳ����������5〜7���ɽ��к�¯��
���� | �����
��� | ��� ����
- ��һƪ��Ī��ʯ�ͻ�ש��ʲô���ɵģ�
- ��һƪ��û������
�����Ƽ�
 ������ѯ(7*24)
������ѯ(7*24) �绰��ѯ
�绰��ѯ